
问题描述
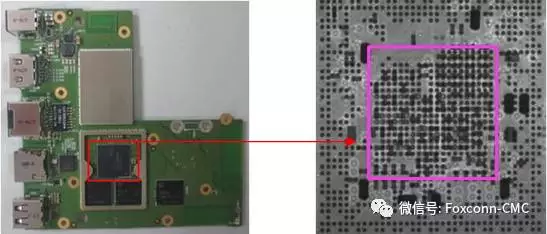
客户描述,其产品回流焊后大量锡球中都存在大气泡(已远远过IPC-A-610E要求的25%),并且存在桥接的现象。(如下图X-Ray 所示)不良发生在上图BGA U1位置,不良率约为1%。PCB表面处理为OSP。客户反映,只有该批次PCB经焊接后出现气泡异常现象。
?

原因分析
PCB:受潮或残留水分,存在盲孔结构,孔壁有裂缝或孔底有尖角,焊盘表面OSP膜异常或存在**污染
BGA: 锡球表面存在裂纹,残留水分, 锡球表面**污染
锡膏: 锡膏吸湿, Flux活性不足或沸点过低
1.强活性的助焊剂使润湿速度加快, 减少助焊剂残渣被焊锡包裹的机会。
2.溶剂过早挥发使得助焊剂残留难以流动,只能在焊锡内部被高温裂解,形成气泡。
Profile:回流参数设置不合理
1.延长预热时间,可利于焊锡内溶剂充分挥发
2.延长TOL,让熔融焊锡内的气体有足够时间逃溢
3.但时间过长的回流会加剧助焊剂裂解
BGA客户无法提供原物料,暂不对其进行分析, 客户反映,锡膏和回流曲线一直未变,而之前并无发现不良,所以暂不考虑这两个因素的影响。客户反映,只有该批次PCB出现不良,初步锁定PCB进行重点分析。
实验验证----NG成品焊点切片分析?
?
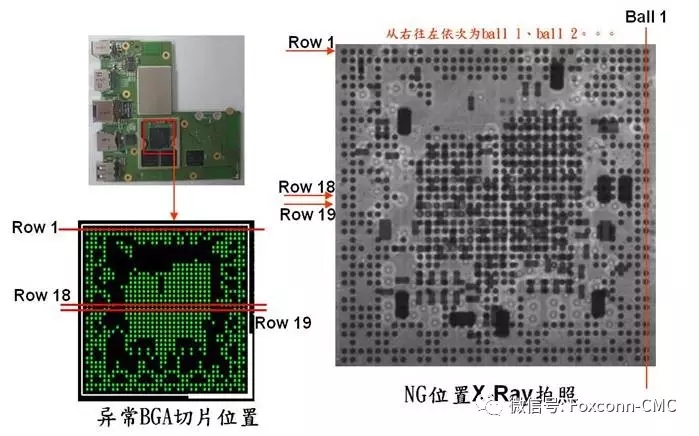
01切片一刀(row 1)
?

?
切片一刀选取NG样品中并无发现大气泡的row 1位置,row 1中ball 11的盲孔位置存在疑似开裂的现象,并且盲孔的疑似开裂位置存在小气泡,该锡球的其他位置并无发现有气泡存在。
02切片二刀(row 18)
?

对Row 18中的30个锡球观察后发现这些锡球可以分为三类:
(1)无盲孔的锡球:该类锡球基本无气泡或有较小的气泡;
(2)盲孔疑似开裂的锡球:大气泡均存在于该类锡球中,并且所有的气泡均在靠近PCB一侧,可以判断大气泡是由PCB这一侧开始产生的;
(3)有盲孔无疑似开裂的锡球:这类锡球基本也无气泡或有较小的气泡。
03切片三刀(row 19)
?

对row 19中的bal 18和ball 19(两个锡球均有大气泡)做SEM+EDS分析:
(1)Ball 18中位置2基本上没有Cu,说明盲孔在该位置的Cu已近缺失,可以判断盲孔在此处确有开裂现象。
(2)Ball 19中的位置2同样存在Cu缺失的现象,同样可以确认盲孔在此处开裂。
??

Row19-ball 18
?

?
Row19-ball 19
结果分析
(1)BGA中主要存在3类锡球,即无盲孔的锡球,有盲孔但盲孔无开裂的锡球和盲孔开裂的锡球,发现大气泡都只存在于盲孔开裂的锡球中,可以判断PCB侧盲孔开裂是大气泡形成的主要原因。
(2)桥接均发生在相邻的两个有大气泡的锡球之间,单个大气泡或没有大气泡的锡球之间并无发现桥接的现象,可以判断桥接主要是由于大气泡的生成,导致焊盘上的锡被挤压到焊盘外而形成的
改善建议?
改善PCB生产的质量监管,要做到PCB上有盲孔的焊盘中盲孔无开裂。
cdfoxconn.cn.b2b168.com/m/








